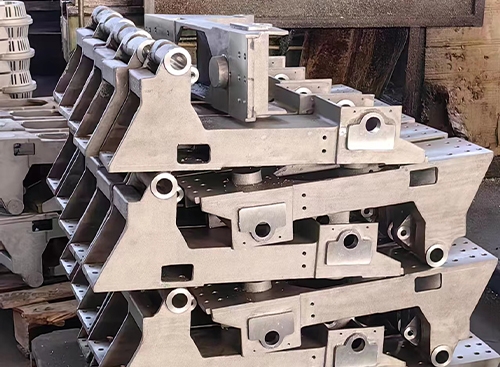
专业生产各种铝合金铸件
18642367111

电话:024-87683766
传真:024-87683020
联系人 : 刘经理
电话 : 18642367111
邮箱:sylczz@163.com
地址:辽宁省沈阳新民市东蛇山子乡本街
铝铸件因轻质、易成型等优势广泛应用于汽车、航空、家电等领域,但铝易氧化且铸件表面易存在氧化皮、气孔等缺陷,需通过表面处理提升耐蚀性、装饰性或功能特性。常见处理方式如下:
一、阳极氧化处理
阳极氧化是铝铸件经典的工艺,以铝为阳极,在硫酸、草酸等电解液中电解形成多孔Al₂O₃膜。膜层与基体结合力强,绝缘性和耐蚀性优异:
普通阳极氧化:膜厚5-20μm,适用于建筑型材、电子外壳等基础防护;
硬质阳极氧化:膜厚20-150μm,硬度达HV300-500,耐磨耐温,用于活塞、气缸等机械零件;
彩色阳极氧化:通过电解着色或染色赋予丰富色彩,兼顾装饰与防护,如门窗把手、家具配件。
二、化学转化膜处理
无需通电,通过铝与化学溶液反应形成薄致密膜:
传统铬酸盐膜耐蚀性强但含六价铬污染;
无铬转化膜(钛锆系、硅烷处理)环保,常用于涂装前预处理(增强涂层附着力)或短期防锈,如汽车底盘零件、家电外壳预处理。
三、微弧氧化处理
又称等离子体电解氧化,在高压脉冲电场下形成陶瓷化氧化膜。膜层厚度10-200μm,硬度HV500-1500,兼具金属韧性与陶瓷耐磨、耐高温(800℃以上)特性,结合力远超传统阳极氧化。适用于军工、航空航天、医疗器械等领域。

四、电镀与化学镀
通过沉积金属层提升性能:
电镀:电解沉积Ni、Cr等,需先浸渗填补铸件气孔确保结合力。镀镍铬层耐磨装饰性好,用于液压阀、模具零件;
化学镀镍:自催化沉积均匀镍层,复杂内腔也能覆盖,适用于电子屏蔽罩、耐腐蚀泵体。
五、涂装处理
以有机涂层实现防护与装饰:
粉末涂装:静电吸附粉末后固化,无溶剂环保,膜厚均匀,用于汽车轮毂、家电外壳;
电泳涂装:阴极电泳沉积致密膜,附着力强抗石击,是汽车车身标准工艺;
喷涂:水性喷漆/喷塑灵活适配复杂形状,用于家具配件、玩具外壳。
六、机械表面处理
物理作用改善表面状态:
喷砂:磨料冲击去除氧化皮与毛刺,增加粗糙度(利于涂装),适用于五金工具预处理;
抛光:机械/化学打磨使表面光亮,用于装饰铝件(如灯具支架);
滚光:批量处理小铸件,去毛刺、倒角与光整,效率高。
七、钝化处理
硝酸或无铬钝化剂形成薄防锈膜,用于铸件临时防锈或前置工序。无铬钝化(硝酸锆系)环保,替代传统铬酸盐,广泛应用于汽车零部件短期防护。
文章内容来源于网络,如有问题请和我联系删除!